Cam Kavanoz Üretim Süreci
Günümüz cam kavanoz üretim süreci bilginin modernleşmesiyle her kavanozun tek tip, dayanıklı ve tüketici kullanımına uygun olduğundan emin olmak için otomatik makinelerle yoğun üretime dayanıklılık sağlayan hassas mühendislik harikasıdır. Cam yapımı antik köklere sahip olsa da günümüzdeki seri üretim, her kavanozun aynı olması için otomatik makineler üzerine dayanır.
Üretim Döngüsüne Genel Bakış
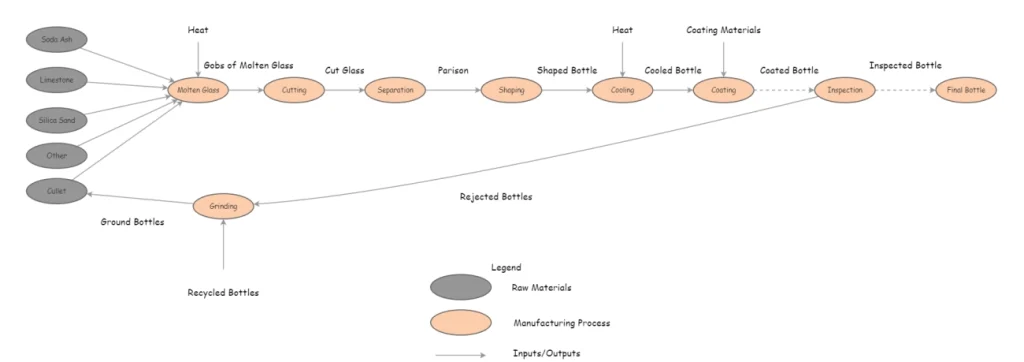
Bir cam konteynerin yaşam döngüsü çeşitli belirgin aşamalardan geçer:
- Parti Oluşturma: Hammadde karışımı.
- Erime: Yüksek ısı fırında karışımın ergitilmesi.
- Şekillendirme: Erimiş camın özel kalıplar kullanılarak şekillendirilmesi.
- Annelleme: Yapısal bütünlüğü sağlamak için kontrollü soğutma.
- İnceleme: Hatalara yönelik sıkı kalite kontrolleri.
Neden Markalar Cam Paketlemeyi Tercih Ediyor
Cam, benzersiz özellikleri nedeniyle küresel markalar için seçkin bir tercih olmaya devam ediyor:
- İmpermabilite: Kimyasallarla reaksiyona girmez veya yiyecek ve içeceklerin tadını değiştirmez.
- Sürdürülebilirlik: Cam 0 geri dönüştürülebilir ve kalite kaybı olmadan sınırsız bir şekilde yeniden kullanılabilir.
- Estetik: Plastiğin taklit edemeyeceği yüksek kaliteli bir görünüm ve his sunar.
Adım 1: Hammadde Hazırlığı ve Batching
Isıyı açmadan önce cam için “reçete” mükemmelleştirilmelidir. Bu aşama, nihai ürünün istenen berraklık ve dayanıklılığa sahip olmasını sağlar.
Cam Yapımında Gerekli Hammaddeler
Çoğu ticari cam kavanozlar “soda-alkali-silika” camdan oluşur ve şu bileşenlerden oluşur:
- Silika Kumı: Birincil yapısal bileşen.
- Soda Kili: Silikanın ergime sıcaklığını düşürür.
- Kireç Taşı: Camı dayanıklı ve suya dayanıklı kılmak için stabilizatör görevi görür.
Geri Dönüştürülmüş Cam (Cullet) Anahtar Rolü
Üreticiler entegre eder cullet (crushed recycled glass) karışıma karıştırıldı. Cullet kullanımı, ham minerallerden daha düşük bir sıcaklıkta ergidiği için enerji tüketimini ve karbon emisyonlarını önemli ölçüde azaltarak verimliliği artırır ve cam kavanoz üretim süreci.
Parti Karıştırma ve Tartma
Hassasiyet hayati önem taşır. Tüm malzemeler elektronik olarak tartılır ve bir “parti” oluşturmak için iyice karıştırılır. Bu, kimyasal bileşimin fırına girmeden önce tutarlı olmasını sağlar.
Adım 2: Camın Fırında Eritilmesi
Parti hazır olduğunda, katı taneleri kullanılabilir bir sıvıya dönüştürmek için aşırı termal enerjiye maruz bırakılır.
Hammadde Girişi
Karıştırılmış parti, devasa bir cam fırınına. Bu fırınlar yüksek hacimli üretim için gerekli termal dengeyi sürdürmek amacıyla 7 gün 24 saat çalışır.
Aşırı Sıcaklıklara Isıtma
Fırın içinde, sıcaklıklar 2.700°F (1.500°C). değerlerinin üzerine çıkar. Bu yoğun ısı, ham maddelerin kimyasal olarak reaksiyona girmesine ve parlayan, eritilmiş bir hale kaynaşmasına neden olur.
İdeal Erimiş Duruma Ulaşma
Cam kabarcık ve safsızlıklardan temiz olmalıdır. Fırının rafinaj ucuna doğru akarken, şekillendirme için mükemmel viskoziteye ulaşmak amacıyla sıcaklık hafifçe düşürülür.
Adım 3: Cam Kavanozlarının Şekillendirilmesi (Sıcak Uç)
Burada sıvı cam, fiziksel formunu alır. Camın çok hızlı soğumaması için süreç saniyeler içinde gerçekleşir.
Erimiş Camı Kesme (Gob)
Bir kesici bıçak, erimiş camı silindirik olarak hassas ağırlıklar olan bir gob adı verilen parçaya böler. cam zarı. Her kapta tek bir kavanoz veya şişe oluşturacak kadar malzeme bulunur.
Çarpma ve Üfleme Prosesi
İlk olarak kullanılır dar boyunlu kaplar, bu yöntem, bitişi (boyun) oluşturmak için sıkıştırılmış hava kullanır ve ardından camı kalıpta nihai şekline doğru iter.
Pres ve Üfleme Süreci
Bu standarttır geniş ağızlı kavanozlar.
- Tıkacı: Bir metal kurbağa pl deve yuvarlağa itiyor? boş kalıp bir tane oluşturmak için parison (bir kısmen oluşmuş kavanoz).
- Son Darbe: Parison, son kap şekline genişlemesini sağlayan basınçlı hava ile genişletilen bir şişe kalıbına aktarılır.
| Özellik | Üfleyin ve Üfleyin | Basın ve Üfle |
|---|---|---|
| En Uygun Olan | Dar ağızlı şişeler | Geniş ağızlı kavanozlar |
| Birincil Araç | Sıkıştırılmış Hava | Metal Pompa |
| Ana Avantaj | Uniform boyun kalınlığı | Cam dağıtımında daha iyi kontrol |
Adım 4: Tavlama Lehr Süreci
Hızlı soğuma, camı kırılgan yapan iç streslere neden olur. Dağıtımı çatlama riskini önlemek için kavanozlar ısı işleminden geçirilir.
Soğutma Odasına Giriliyor
Yeni oluşmuş kavanozlar girer tavlama lehrine, uzun bir, termal kontrollü fırına.
İç Cam Stresinin Rahatlatılması
Kavanozlar, iç streslerin rahatladığı noktaya kadar yeniden ısıtılır ve sonra çok yavaş soğutulur. Bu “ıslatma” süresi cam yapısının istikrarlı olmasını sağlar.
Termal Şok ve Kırılmayı Önleme
Uygun şekilde tavlanmış cam, sıcaklık dalgalanmalarına ve mekanik darbelere dayanabilir. Bu adım olmadan, bir kavanoz sıcak bir ürünle doldurulduğunda veya nakliye sırasında çarpıldığında patlayabilir veya çatlayabilir.
Adım 5: Muayene ve Kalite Kontrolü (Soğuk Uç)
Kalite tartışmaya açık değildir. Her kavanoz tesis çıkmadan önce incelenir.
Otomatik Elektronik Test
Hızlı kamera ve sensörler, kavanozları şu açılardan denetler:
- Duvar kalınlığı varyasyonları.
- Boyutsal doğruluk.
- Camda çatlaklar veya “kontrol noktaları”.
Gözlemsel hata ve kusurlar için Görsel İnceleme
Kullanıma alınacak teknikerler, otomatik sistemlerin fark edemebileceği kozmetik kusurları gibi “taşlar” (eritilememiş parti parçacıkları) veya kabarcıkları tespit etmek için yerinde kontroller yapar.
Kusurlu Kavanozların Reddedilmesi ve Geri Dönüştürülmesi
İncelemeyi geçemeyen her kavanoz hemen reddedilir. Bu reddedilenler geri kırılarak cam kırıntısına (cullet) dönüştürülür ve fırına gönderilir, üretim döngüsünde atık sıfıra ulaştırılır.
Adım 6: Son Paketleme ve Dağıtım
Son aşama, kavanozların müşteriye kusursuz durumda ulaşmasını sağlar.
Sterilizasyon ve Yüzey İşlemi
Kavanozlar genellikle birbirleriyle sürtündüklerinde çizilmesini önlemek için ince bir dış kaplama alır.
Tamamlanmış Kavanozların Paletlenmesi
Otomatik kollar, kavanozları aralarına koruyucu katmanlar koyarak paletlere istifler. Tüm palet daha sonra stabilite için küçültme ambalajına alınır.
Güvenli Gönderime Hazırlık
Paletler taşımaya hazır olarak hazırlanır ve dünyanın dört yanındaki markalara baharat, sos veya kozmetiklerle doldurulmak üzere gönderilir.
SSS
Cam üretiminde bir “gob” nedir?
Gob, bir kesici bıçakla kesilmiş erimiş camın belirli, ölçülü ağırlığıdır ve sonunda tek bir kavanoz olur.
Boş kalıp ile üfleyici kalıp arasındaki fark nedir?
Boş kalıp ilk şekli (parison) oluştururken, üfleyici kalıp kavanoza nihai boyutlarını ve tasarım ayrıntılarını verir.
Tüm cam geri dönüştürülebilir mi?
Evet, kavanozlarda ve şişelerde kullanılan cam 0% geri dönüştürülebilir ve yeni kaplar yaratımında birincil bileşen (cullet) olarak kullanılır.



